Predittiva o preventiva: qual è la manutenzione giusta?
Poter contare su asset indistruttibili, sempre operativi, senza stop inattesi è il sogno di gran parte delle aziende manifatturiere. Ma tale è destinato a restare: un sogno. Ci sono però delle azioni che possono essere messe in atto per avvicinarsi il più possibile a questo risultato, come una efficace manutenzione.
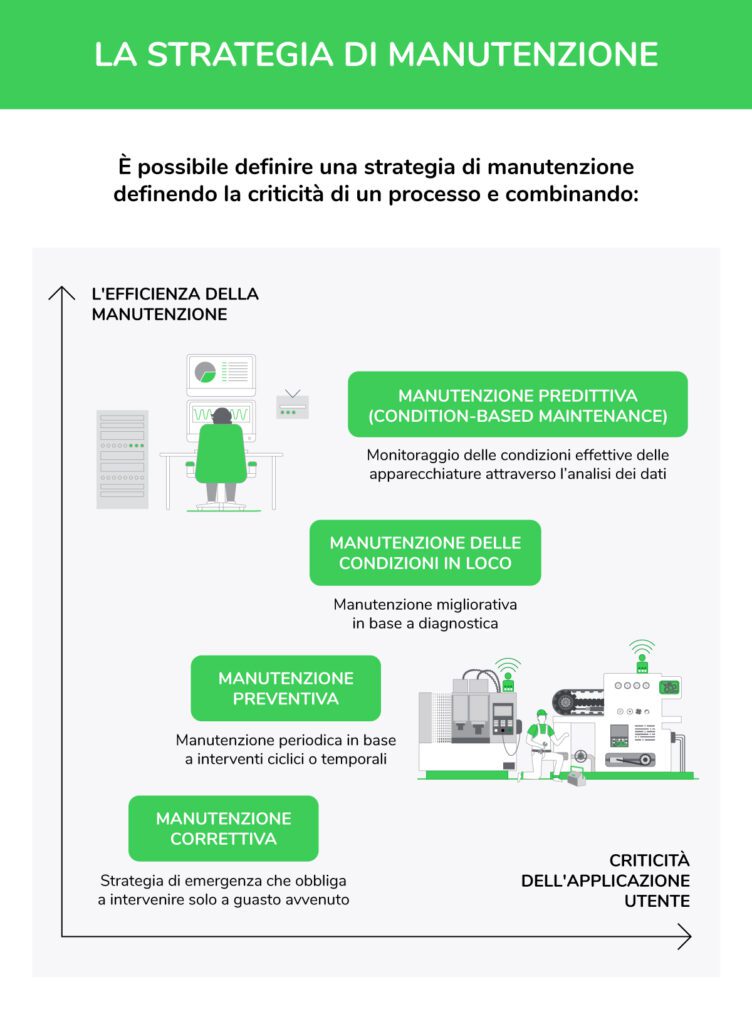 L’importanza delle tempistiche di intervento
L’importanza delle tempistiche di intervento



Aggiungi un commento